26 апреля 2025 | неделя нечетная





Иркутский национальный исследовательский технический университет
Проекты, НИОКРы, договоры
В 2016 - 2018 годах на базе кафедры СМ и ЭАТ выполнялись следующие НИР и НИОКР:
- Исследование параметров объектов производственной среды и разработка технических предложений для проектирования классификаторов (Заказчик ООО "СИБ-Авиатор"). Научный руководитель Однокурцев К.А.
- Экспериментальное исследование поведения металлических мембран при газовой формовке (Заказчик ФГАОУ ВО "Национальный исследовательский университет "Высшая школа экономики"). Научный руководитель Шмаков А.К.
- Проектирование и изготовление оснастки для автоматизированной линии по упаковке лекарств. Работы по проектированию и изготовлению оснастки для автоматизированной линии по упаковке лекарств с использованием оборудования Исполнителя. (Заказчик АО "Фармсинтез"). Научный руководитель Шмаков А.К.
- Работы по проведению измерений, реконструкции геометрии, созданию электронных макетов оснастки с использованием оборудования Исполнителя (ООО "НОЁН ИНЖИНИРИНГ") Научный руководитель Шмаков А.К.
- Работы по заказу ПАО "Научно-производственная корпорация "Иркут" (Научный руководитель Шмаков А.К.):
- Исследование режимов пневмотермической формовки (ПТФ) полупатрубков из листовых материалов АМг2, АМг6. Проведение опытных работ по отработке режимов ПТФ полупатрубков.
- Разработка методики оценки отклонений формы и размеров оснастки и деталей ЗШП от электронных моделей с использованием технологии оптического сканирования. Отработка технологии оптического сканирования
- Разработка методики проектирования рабочей поверхности средств технологического оснащения (СТО) для процесса гидроэластичной формовки на прессе "Avure". Разработка технологической документации на изготовление деталей методом гидроэластичной формовки.
- Измерение геометрических характеристик деталей и оснастки по программе производства самолета МС-21 с использованием оборудования Исполнителя.
- Разработка технологической инструкции по оценке отклонений формы и размеров оснастки и деталей от электронных моделей с использованием технологии оптического сканирования с применением сканера Leica LAS-20-8 и программного обеспечения PolyWorks.
- Работа по заказу ФГБУН Институт геохимии СО РАН:
- Разработка численной модели для исследования поля температур узла для вертикально направленной кристаллизации кремния лабораторной вакуумной электропечи сопротивления. Научный руководитель Шмаков А.К.
Хоз.договора с Иркутским авиационным заводом – филиалом ОАО «Корпорация «Иркут»
- №106 «Разработка конструктивных электронных макетов (КЭМ) и ассоциативных чертежей, созданных на базе КЭМ в системе Unigraphics»(2006-2008).
- КЭМ и чертежи в электронном виде в системе Unigraphics NX с размещением в БД системы Teamcenter Заказчика согласно п.1.3 Договора;
- Технические запросы по геометрической увязке в электронном виде в формате .pdf с размещением в БД системы Teamcenter Заказчика;
- Комплект паспортов на бумажном носителе и в электронном виде;
- Сдаточный перечень на бумажном носителе;
- Акт сдачи- приемки выполненных работ.
- №1053 «Разработка конструкторско-технологической документации по проектированию, изготовлению и монтажу сборочной оснастки по технологии безэталонного монтажа» (2006).
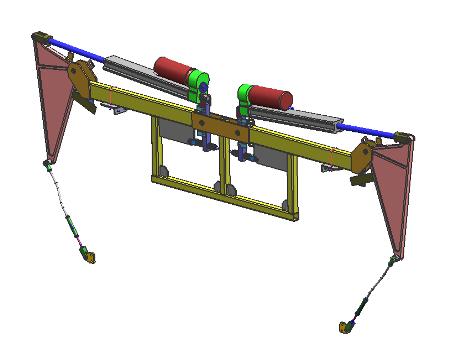
- №208 «Разработка комплекса механизации стапеля сборки НЧФ»(2008).
- разработаны КЭМ проектируемых элементов комплекса механизации стапеля с удовлетворением размерных и компоновочных условий и ограничений
- выбраны материалы и определены технические условия на изготовление деталей и монтаж стапеля
- выполнены необходимые прочностные, кинематические и другие расчеты, связанные с обеспечением функциональных характеристик средств механизации
- подготовлены рабочие чертежи, ассоциативно связанные с КЭМ стапеля, с возможностью оперативного внесения изменений по результатам инженерного анализа и дальнейших экспериментальных отработок
- разработаны принципиальные и монтажные схемы управления комплексом механизации стапеля
- выполнены пространственная компоновка и трассировка функциональных элементов системы управления комплексом механизации стапеля
- оформлена техническая и эксплуатационная документация
- № МС-21/КД-10/06 «Оптимизация моделирования конструктивных элементов и типов механообрабатываемых деталей, применяемых в конструкции ЛА, для конструирования самолета МС-21» (2009).
- № 141/10 «Разработка комплекса механизации стапеля сборки крыла» (2010).
- определение конструктивных схем основных модулей комплекса механизации стапеля сборки крыла, проработка конструкций и их пространственная увязка в пространстве существующего стапеля
- выполнение необходимых прочностных, кинематических и других расчетов связанных с обеспечением функциональных характеристик средств механизации
- определение пространственных координат базовых точек базирующих элементов (упоров) в существующей координатной сис-теме стапеля для выполнения дальнейшего безэталонного монтажа этих элементов в физическом пространстве стапеля
- подготовка рабочих чертежей с возможностью оперативного внесения изменений по результатам инженерного анализа и дальнейших экспериментальных отработок
- выполнение пространственной компоновки и трассировки функциональных элементов системы управления комплексом механизации стапеля
- приобретение всех необходимых комплектующих, поставляемых сторонними разработчиками согласно Ведомости покупных изделий с указанными реквизитами поставщиков
- изготовление деталей и сборочных единиц для конструктивных элементов, изготавливаемых силами Заказчика. Для этого Заказчику передается комплект рабочих чертежей, выполненных в электронном виде. Исполнитель обязуется принимать участие в адаптации конструкторской документации для запуска в производство согласно нормативной базе Заказчика. Для удобства анализа и полноты восприятия принятых решений в проекте Заказчику передается КЭМ стапеля с разработанными элементами механизации, а также все результаты кинематического и структурного анализа
- монтаж конструктивных элементов комплекса механизации стапеля согласно приведенному укрупненному технологическому процессу монтажа
- монтаж элементов электропроводки и системы управления комплексом механизации стапеля согласно представленным черте-жам (принципиальная электрическая схема, схема монтажа и др.). Установку элементов в пространстве стапеля и трассировку электропроводки выполнить согласно Руководству по монтажу электрической системы в пространстве стапеля крыла
- №142/10 «Разработка системы автоматизированного проектирования вспомогательных элементов сборочной оснастки на основе ассоциативных моделей в системе Unigraphics» (2010).
- №143/10 «Разработка классификатора конструктивных элементов сборочной оснастки для определения норм времени при конструкторском и технологическом проектировании» (2010).
- разработка диалоговой системы определения соответствия типовых конструктивных элементов сборочной оснастки технологическим процессам их изготовления, монтажа и ППР
- разработка методики оценки трудоемкости выполнения конструкторских работ при проектировании типовых конструктивных элементов сборочной оснастки
- разработка методики оценки трудоемкости изготовления, монтажа и ППР типовых конструктивных элементов сборочной оснастки
- оформление методики оценки трудоемкости в виде диалоговой системы для пользователя – конструктора и технолога
- №334/10 ДС №2 «Система проектирования изделий AT с обеспечением заданных критериев технологичности» (2011-2012).
- Разработка критериев оценки конструкции ЛА на технологичность.
- Разработка алгоритмов и схем функционирования экспертной системы.
- Разработка программной оболочки экспертной системы.
- Формирование классификаторов объектов производственной среды.
- Наполнение базы данных экспертной системы.
- Разработка алгоритма проведения комплексного технологического контроля проектируемых изделий.
- снижение влияния субъективного фактора при принятии решений в ходе технологической подготовки производства изделия, благодаря использованию выявленных формальных критериев оценки технологичности изделия;
- предлагаемая модель изделия и методы её построения и анализа, а также полученные с их помощью данные применимы для решения ряда задач технологической подготовки производства:
- - выбор состава объектов производственной среды (ТО, СТО, оборудование);
- - выбор конструктивной структуры изделия – состав КЭ, соответствующие технологическим рекомендациям предприятия на котором они изготавливаются;
- - комплексная оценка изделия на основе заданных критериев технологичности.
- повышение качества проектных и технологических решений за счет использования базы знаний системы, в которой формализованы знания экспертов-технологов и технологические рекомендации производства;
- использование БД и БЗ программы в качестве единого нормативно-справочного стандарта для конструкторов и технологов на этапах КПП и ТПП;
- информационная модель изделия содержит минимальный необходимый объём данных, в отличие от ЭМ изделия, вследствие чего требует меньшего объёма аппаратных ресурсов ЭВМ.
Результатами работ являются: электронные макеты, ассоциативные чертежи деталей и сборочных единиц тележки для монтажа двигателя самолета Як-130 в системе Unigraphics NX, паспорта КЭМ, технические запросы по геометрической увязке, сдаточный перечень. КЭМ и чертежи выполнить в объеме ДСЕ согласно Приложению №1. Результаты работ должны полностью соответствовать условиям и требованиям Договора, настоящего Технического задания и НД, перечень которой указан в Приложении № 2.
Результаты выполненных работ Исполнитель представляет:

Тележка для монтажа двигателя Як-130

Тормозной щиток Як-130

Шпангоут самолета Як-130
Назначение
Шестикоординатное устройство для позиционирования изделия в пространстве (далее позиционер) предназначено для установки различных изделий в требуемое пространственное положение без дополнительных приспособлений. Позиционер используется при монтаже различных конструкций, и позволяет обеспечить требуемую точность установки отдельных элементов конструкций.
Установка изделия на монтажную площадку
Изделие может устанавливаться на монтажную площадку с помощью специальных переходных элементов или непосредственно. Изделие или переходный элемент крепится к монтажной площадке болтами по предусмотренным для этого отверстиям в монтажной площадке. Предпочтительно устанавливать изделие в центре монтажной площадки.
Конструкция позиционера
Конструкция позиционера двухмодульной схемы, включает в себя модуль линейных перемещений вдоль трех координатных осей - X, Y, и Z - и модуль угловых перемещений (поворотов) вокруг этих же осей. Модули могут устанавливаться друг на друга и соединяться болтами. В предложенной конструкции основанием служит модуль линейных перемещений. Он устанавливается на опорную площадку и крепится болтами к неподвижному основанию. Модуль угловых перемещений устанавливается сверху на модуль линейных перемещений и крепится к нему болтами. Позиционируемое изделие устанавливается на монтажной площадке позиционера, расположенной в верхней части модуля угловых перемещений.




В комплекс механизации стапеля входит механизация подъема/опускания фиксатора подфонарной рамы и механизация подъема/опускания рубильников. На основе этих конструктивных схем были выбраны материалы и полуфабрикаты для изготовления деталей, определены условия сборки и монтажа конструкции и разработаны сборочные и деталировочные чертежи. В состав сборочных чертежей входят сборочный чертеж системы механизации фиксатора подфонарной рамы и системы механизации подъема опускания рубильников. Также из соображений унификации все конструктивные элементы системы механизации подъема опускания рубильников выполнены одинаковыми за исключением тяги крепления рычага механизма к рубильнику. Это отличие обусловлено различной высотой размещения узлов поворота рубильников относительно пола и разной длиной рубильников. Все компоновочные решения для механизмов приводов проверены на работоспособность с помощью системы Motion системы Unigraphics. Расчет на прочность и жесткость конструкции системы подъема/опускания фиксатора подфонарной рамы и системы механизации подъема/опускания рубильников выполнен в системе ANSYS Workbench. Условия решения задач инженерного анализа конструкции и полученные результаты приведены в следующем разделе отчета.

При разработке проекта комплекса механизации стапеля сборки НЧФ были выполнены следующие задачи:
С учетом большого количества разнообразных деталей в конструкции самолета, а также конструктивных элементов, присутствующих в них, необходимо классифицировать все детали самолета. После классификации деталей и их элементов необходимо с учетом производственного опыта формализовать методику макетирования, что позволит сократить или оптимизировать шаги, затрачиваемые на создание ЭМ.
С этой целью был создан классификатор авиационных деталей и конструктивных элементов. Классификация деталей означает отнесение их к определенной группе или семейству на основании наличия или отсутствия определенных свойств. Основной задачей лежит разработка типовых конструктивных элементов и использование их при моделировании.
На основе разработанных типовых элементов по созданному классификатору возможно определить нормы времени, затрачиваемые на моделирование и квалификацию конструктора.



При разработке комплекса механизации стапеля сборки крыла большой объем работ связан с оптимизацией различных компоновочных решений:


Анализ тенденций развития современного промышленного производства показывает, что проблемы достижения высоких результатов на предприятии, выпуск конкурентоспособной продукции невозможно решить без применения современных информационных технологий. Внедрение программных систем автоматизации проектирования, инженерного анализа и управления данными – основное направление сокращения цикла и повышения качества и эффективности производства. Большое значение имеет автоматизация сборочных процессов и их технологической подготовки, в особенности – этапы проектирования СТО, так как они в значительной степени обеспечивают точность и производительность сборочных процессов, а также качество изделий. На сегодняшний день автоматизация труда конструктора СТО заключается в предоставлении инструмента моделирования конструкции СТО. На ИАЗ таким инструментом является программный продукт Unigraphics NX. Это CAD/CAM/CAE система, которая представляет решения в области автоматизации процессов проектирования, а также дает пользователю широкие возможности для решения научных, инженерных и прикладных задач. Собственно компоновочные и конструктивные решения принимаются за счет эвристических процедур принятия решений конструктором.




Договор в рамках выполнения Постановления Правительства Российской Федерации №218 от 9 апреля 2010 г.
Цель работы: Повышение эффективности КТПП на основе разработки экспертной системы проектирования изделий AT с обеспечением заданных критериев технологичности.
Решаемые задачи:
Практическая ценность программы:


